1,一般原则 生产线
该生产线专门设计用于自动称量将散装粉末装入15-25公斤牛皮纸袋中,然后封口。根据客户要求,我们还需要提供自动重量检查,金属探测器和码垛功能。卖方严格按照技术要求并结合自身在糖业包装线设计经验,完成了生产线的设计、制造和供货。
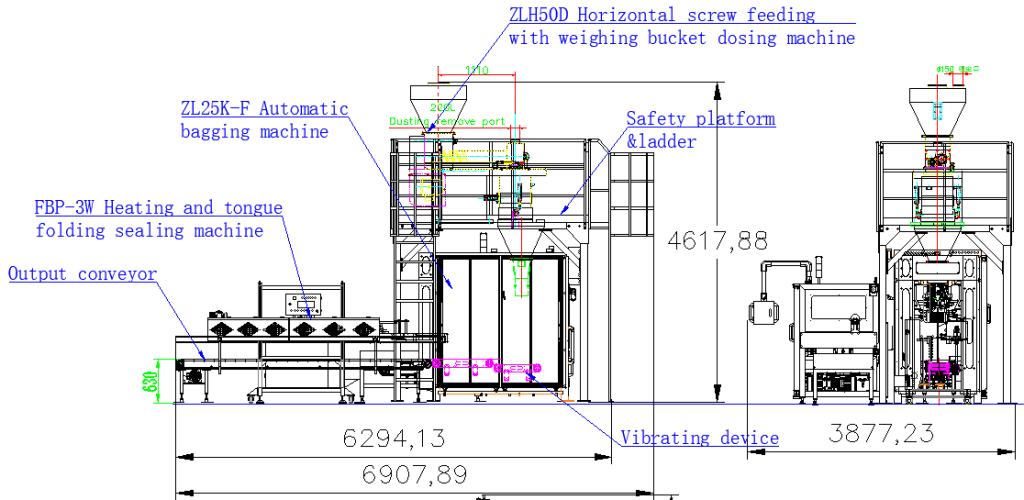
自动包装机可实现自动计量、自动上袋、自动充填、自动热封、缝包,无需人工操作。节省人力资源,降低长期成本投入。可与其他配套设备组成整条生产线。主要用于化工粉体、农药粉体、奶粉、蛋白粉等各种粉状物料的包装。
主要特点
自动称重、自动上袋、自动缝包,无需人工操作;触摸屏界面,操作简洁直观;机组由备袋仓、取袋及理袋装置、上袋机械手、夹袋卸袋装置、抱袋推袋装置、袋口导向装置、真空系统、控制系统组成;对包装袋适应性广,包装机采用取袋方式,即从袋仓取出包装袋,对中后,将包装袋向前送出,袋口定位,预开口,上袋机械手的切刀插入袋口,用两侧气爪分别夹住袋口两侧,最后装入包装袋。此种上袋方式对包装袋制造的尺寸误差和包装袋本身的质量要求不高,制袋成本低;伺服电机与气动机械手相比,具有速度快、上袋平稳、无冲击、寿命长等优点;
夹袋装置开口位置安装有两个微动开关,用于检测袋口是否完全夹紧,袋口是否完全打开。以保证包装机不误判,不洒料到地,提高包装机使用效率及现场工作环境;
电磁阀等气动元件均采用密封设计,不可外露安装,可在粉尘环境中使用,从而确保设备具有较长的使用寿命。
该机组由储袋仓、取袋整理装置、装袋机器人、夹袋卸袋装置、推袋装置、袋口引导装置、真空系统、控制系统等组成。
特征
1).对包装袋适应性广。包装机采用取袋方式,即从备袋仓取出包装袋,进行居中定位,将包装袋向前送出,袋口定位,进行预开口,装袋机械手将刀插入袋口打开袋口,然后进行装袋。
2).装袋机械手手臂采用伺服电机驱动,相比大多数其他厂家的气动机械手具有速度快、装袋平稳、无冲击、使用寿命长等优点。
3).夹袋卸料装置在夹袋口处设有两个接近开关,用于检测包装袋口是否完全夹紧以及袋口是否完全打开。确保包装机不会误判,不会将物料洒落在地面上,提高了包装机的使用效率和现场操作环境。
4).包装机的参数设定均在触摸屏上完成。人机友好的触摸屏操作界面,可全面监控整机的运行状态。自动故障显示及处理方法提示,使维护人员能够在最短的时间内处理故障。
5)电磁阀等气动元件以及触摸屏、称重仪表等精密产品均采用密封安装,无外露,适合在多尘环境下使用,保证了设备拥有较长的使用寿命。
6)包装机所有控制元件、执行元件均采用国内外知名公司产品,确保设备长期稳定可靠运行。
7)具有故障自诊断功能和声光报警系统,对出现的任何问题及时报警。
8)简洁、方便的操作平台,方便操作人员对机器进行操作和监控。
技术参数:
包装能力:80-150包/小时
控制方式 可编程控制器(PLC)
材质:物料接触面采用304不锈钢,框架保护采用304不锈钢等。
设定称重值 净重15-25kg/包
空气消耗量~600NL/min
电源AC 380V 50Hz~15kw










